
Page 23 - 2.2 Schwerzerspanung
P. 23
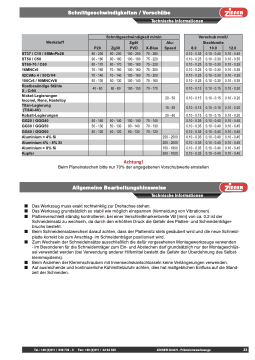
Werkstoff
Schnittgeschwindigkeit m/min
Zg40
Alu-
P20
Zg30
PVD
X-Blue
Speed
ST37 / C15 / 9SMnPb28
90 - 200
90 - 200
100 - 250
75 - 280
Vorschub mm/U
Stechbreite
8.0
10.0
12.0
0.10 - 0.35
0.10 - 0.40
0.10 - 0.45
ST50 / C50 16MNCr5
100Cr6 / 90MNCrV8
Nickel-Legierungen Inconel, Rene, Hastelloy
Kobalt-Legierungen GG30 / GGG50 Aluminium < 4% Si Aluminium > 8% Si
90 - 180 70 - 160 50 - 130
50 - 130
90 - 180 70 - 160 50 - 130
50 - 130
100 - 180 100 - 160 100 - 140
90 - 140
Achtung!
75 - 220 75 - 200 75 - 160
70 - 130
20 - 50 20 - 60
250 - 2500 150 - 1800
0.10 - 0.25 0.10 - 0.25 0.10 - 0.25
0.10 - 0.15
0.10 - 0.15 0.10 - 0.35 0.10 - 0.35 0.10 - 0.35
0.10 - 0.30 0.10 - 0.30 0.10 - 0.30
0.10 - 0.15
0.10 - 0.15 0.10 - 0.40 0.10 - 0.40 0.10 - 0.40
0.10 - 0.35 0.10 - 0.35 0.10 - 0.35
0.10 - 0.20
0.10 - 0.20 0.10 - 0.45 0.10 - 0.45 0.10 - 0.45
0.10 - 0.25
0.10 - 0.30
0.10 - 0.35
ST60-70 / C60
42CrMo 4 / 50CrV4
Schnittgeschwindigkeiten / Vorschübe
80 - 170
70 - 140
80 - 170
70 - 140
100 - 180
100 - 160
75 - 220
75 - 200
0.10 - 0.25
0.10 - 0.30
0.10 - 0.35
0.10 - 0.15
0.10 - 0.15
0.10 - 0.20
Rostbesändige Stähle X - CrNi
40 - 60
60 - 80
100 - 150
70 - 170
0.10 - 0.15
0.10 - 0.15
0.10 - 0.20
Titan-Legierung (Ti6Al-4V)
15 - 55
0.10 - 0.35
0.10 - 0.40
0.10 - 0.45
GG20 / GGG40
0.10 - 0.35
0.10 - 0.40
0.10 - 0.45
GG40 / GGG60
50 - 140
40 - 120
50 - 140
40 - 120
100 - 140
90 - 130
70 - 140
70 - 120
0.10 - 0.35
0.10 - 0.40
0.10 - 0.45
Aluminium 4% - 8% Si
Kupfer
200 - 2000
300 - 1000
0.10 - 0.35
0.10 - 0.40
0.10 - 0.45
Beim Planeinstechen bitte nur 70% der angegebenen Vorschubwerte einstellen
Allgemeine Bearbeitungshinsweise
Technische Informationen
Das Werkzeug muss exakt rechtwinklig zur Drehachse stehen.
Das Werkzeug grundsätzlich so stabil wie möglich einspannen (Vermeidung von Vibrationen).
Plattenverschleiß ständig kontrollieren; bei einer Verschleißmarkenbreite VB [mm] von ca. 0.2 ist der
Schneideinsatz zu wechseln, da durch den erhöhten Druck die Gefahr des Platten- und Schneidenträger-
bruchs besteht.
Beim Schneideinsatzwechsel darauf achten, dass der Plattensitz stets gesäubert wird und die neue Schneid-
platte korrekt bis zum Anschlag- im Schneidenträger positioniert wird.
Zum Wechseln der Schneideinsätze ausschließlich die dafür vorgesehenen Montagewerkzeuge verwenden
- im Besonderen für die Schneidenträger zum Ein- und Abstechen darf grundsätzlich nur der Montageschlüs- sel verwendet werden (bei Verwendung anderer Hilfsmittel besteht die Gefahr der Überdehnung des Selbst- klemmsystems).
Beim Anziehen der Klemmschrauben mit Innensechskantschlüsseln keine Verlängerungen verwenden.
Auf ausreichende und kontinuierliche Kühlmittelzufuhr achten, dies hat maßgeblichen Einfluss auf die Stand-
zeit der Schneiden.
Tel.: +49 (0)911 / 939 739 - 0 Fax: +49 (0)911 / 32 62 389 ZINNER GmbH - Präzisionswerkzeuge 23
Technische Informationen
