
Page 149 - Drehen Komplettprogramm
P. 149
Turning · Drehen
PCBN & PCD Inserts . PCBN & PCD WSP
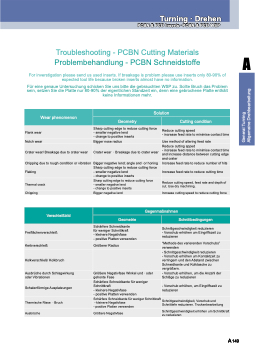
Troubleshooting - PCBN Cutting Materials
Problembehandlung - PCBN Schneidstoffe
For inverstigation please send us used inserts. If breakage is problem please use inserts only 80-90% of expected tool life because broken inserts almost have no information.
Für eine genaue Untersuchung schicken Sie uns bitte die gebrauchten WSP zu. Sollte Bruch das Problem sein, setzen Sie die Platte nur 80-90% der eigentlichen Standzeit ein, denn eine gebrochene Platte enthält keine Informationen mehr.
A
Wear phenomenon
Solution
Geometry
Cutting condition
Flank wear
Sharp cutting edge to reduce cutting force - smaller negative lend
- change to positive inserts
Reduce cutting speed
- increase feed rate to minimise contact time
Notch wear
Bigger nose radius
Use method of altering feed rate
Crater wear/ Breakage due to crater wear
Crater wear · Breakage due to crater wear
Reduce cutting spped
- increase feed rate to minimise contact time and increase distance between cutting edge and crater
Chipping due to rough condition or vibration
Bigger negative lend; angle and ·or honing
Increase feed rate to reduce number of hits
Flaking
Sharp cutting edge to reduce cutting force - smaller negative lend
- change to positive inserts
Increase feed rate to reduce cutting time
Thermal crack
Sharp cutting edge to reduce cutting force - smaller negative lend
- change to positive inserts
Reduce cutting speed, feed rate and depth of cut. Use dry machining.
Chipping
Bigger negative lend
Increase cutting speed to reduce cutting force
Verschleißbild
Gegenmaßnahmen
Geometrie
Schnittbedingungen
Freiflächenverschleiß
Schärfere Schneidkante
für weniger Schnittkraft
- kleinere Negativfase
- positive Platten verwenden
Schnittgeschwindigkeit reduzieren
- Vorschub erhöhen um Eingriffszeit zu reduzieren
Kerbverschleiß
Größerer Radius
“Methode des varierenden Vorschubs” verwenden
Kolkverschließ/ Kolkbruch
- Schnittgeschwindigkeit reduzieren
- Vorschub erhöhen um Kontaktzeit zu verringern und den Abstand zwischen Schneidkante und Kolktasche zu vergrößern.
Ausbrüche durch Schlagwirkung oder Vibrationen
Größere Negativfase Winkel und · oder gehonte Fase
- Vorschub erhöhen, um die Anzahl der Schläge zu reduzieren
Schalenförmige Ausplatzungen
Schärfere Schneidkante für weniger Schnittkraft
- kleinere Negativfase
- positive Platten verwenden
- Vorschub erhöhen, um Eingriffszeit zu reduzieren
Thermische Risse · Bruch
Schärfere Schneidkante für weniger Schnittkraft - kleinere Negativfase
- positive Platten verwenden
Schnittgeschwindigkeit, Vorschub und Schnittiefe reduzieren. Trockenbearbeitung
Ausbrüche
Größere Negativfase
Schnittgeschwindigkeit erhöhen um Schnittkraft zu reduzieren
A 149
General Turning
Allgemeine Drehbearbeitung
