
Page 457 - Fräsen Komplettprogramm
P. 457
Milling · Fräsen
Solid Carbide end mills · Vollhartmetallschaftfräser
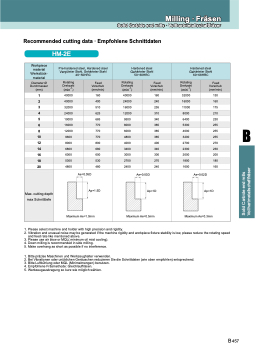
Recommended cutting data · Empfohlene Schnittdaten HM-2E
Workpiece material Werkstück- material
Pre-hardened steel, Hardened steel
Vergüteter Stahl, Gehärteter Stahl
40~50HRC
Hardened steel
Gehärteter Stahl
50~60HRC
Hardened steel
Gehärteter Stahl
60~68HRC
Diameter Ø
Durchmesser
(mm)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
1 3 5 8 12 16 20
40000 160 40000 160 32000 510 16000 255 19000 685 9500 340 12000 770 6000 385 8000 800 4000 400 6000 600 3000 300 4800 480 2400 240
32000 130 11000 175 6400 230
4000 255 B 2700 270
2000 200
1600 160
2
40000
400
24000
240
16000
160
4
24000
625
12000
310
8000
210
6
16000
770
8000
385
5300
255
10
9600
770
4800
385
3200
255
14
6800
680
3400
340
2300
230
18
5300
530
2700
270
1800
180
Max. cutting depth
max Schnitttiefe
Ae=0.05D
Ap=1.5D
Maximum Ae=1.0mm
Ae=0.03D
Ap=1D
Maximum Ae=0.5mm
Ae=0.02D
Ap=1D
Maximum Ae=0.3mm
1. Please select machine and holder with high precision and rigidity.
2. Vibration and unusual noise may be generated if the machine rigidity and workpiece fixture stability is low, please reduce the rotating speed
and feed rate like mentioned above.
3. Please use air blow or MQL( minimum oil mist cooling).
4. Down milling is recommended in side milling.
5. Make overhang as short as possible if no interference.
1. Bitte präzise Maschinen und Werkzeughalter verwenden.
2. Bei Vibrationen oder unüblichen Geräuschen reduzieren Sie die Schnittdaten (wie oben empfohlen) entsprechend.
3. Bitte Luftkühlung oder MQL (Minimalmengen) benutzen.
4. Empfohlene Fräsmethode: Gleichlauffräsen.
5. Werkzeugauskragung so kurz wie möglich wählen.
B 457
Solid Carbide end mills
Vollhartmetallschaftfräser
