
Page 465 - Fräsen Komplettprogramm
P. 465
Milling · Fräsen
Solid Carbide end mills · Vollhartmetallschaftfräser
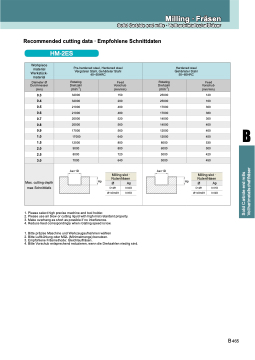
Recommended cutting data · Empfohlene Schnittdaten HM-2ES
Workpiece material Werkstück- material
Pre-hardened steel, Hardened steel
Vergüteter Stahl, Gehärteter Stahl
40~50HRC
Hardened steel
Gehärteter Stahl
50~60HRC
Diameter Ø
Durchmesser
(mm)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
0.3 32000 150 0.5 21000 400 0.7 20000 520 0.9 17000 560 1.5 12000 800 2.5 8000 720
1. Please select high precise machine and tool holder.
2. Please use air blow or cutting liquid with high mist retardant property. 3. Make overhang as short as possible if no interference.
4. Reduce feed correspondingly when rotating speed is low.
1. Bitte präzise Maschine und Werkzeugaufnahmen wählen
2. Bitte Luftkühlung oder MQL (Minimalmenge) benutzen.
3. Empfohlene Fräsmethode: Gleichlauffräsen.
4. Bitte Vorschub entsprechend reduzieren, wenn die Drehzahlen niedrig sind.
25000 120 17000 300 14000 360 12000 400 8000 530 5000 420
B
0.4
32000
200
25000
160
0.6
21000
480
17000
380
0.8
20000
560
14000
400
1.0
17000
640
12000
450
2.0
9000
800
6000
500
3.0
7000
640
5000
450
Max. cutting depth
max Schnitttiefe
Ae=1D
Milling slot ·
Nutenfräsen
Ø
Ap
Ap
D<Ø1 0.02D
Ø1≤D≤Ø3 0.05D
Ae=1D
Milling slot ·
Nutenfräsen
Ø
Ap
Ap
D<Ø1 0.01D
Ø1≤D≤Ø3 0.02D
B 465
Solid Carbide end mills
Vollhartmetallschaftfräser
