
Page 470 - Fräsen Komplettprogramm
P. 470
Solid Carbide end mills · Vollhartmetallschaftfräser
General Turning /Allgemeine Drehbearbeitung, ISO Kennzeichnung
Milling · Fräsen
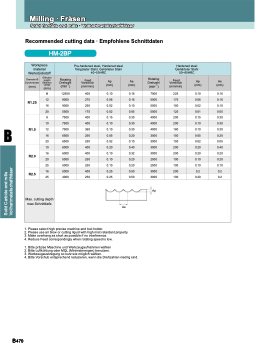
Workpiece material Werkstückstoff
Pre-hardened steel, Hardened steel
Vergüteter Stahl, Gehärteter Stahl
40~50HRC
Hardened steel
Gehärteter Stahl
50~60HRC
Diameter Ø
Durchmesser
(mm)
Effective length Effektive Länge
(mm)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
Ap (mm)
Ae (mm)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
Ap (mm)
Ae (mm)
12
9000
275
0.06
0.16
5000
175
0.06
0.16
20
5500
175
0.02
0.05
5000
125
0.01
0.05
10
7500
400
0.10
0.30
4000
200
0.10
0.30
16
6500
250
0.05
0.20
3000
150
0.05
0.20
10
6000
400
0.20
0.40
3000
200
0.20
0.40
20
5000
250
0.10
0.20
2500
100
0.10
0.20
16
5000
400
0.25
0.50
3000
200
0.2
0.2
Max. cutting depth
max Schnitttiefe
Ap
Ae
R1.25
B
Recommended cutting data · Empfohlene Schnittdaten HM-2BP
8 12500 16 9000 8 7500 R1.5 12 7500 20 6500 16 6000 25 5000 25 4000
400 0.10 0.16 250 0.02 0.10 400 0.15 0.30 360 0.10 0.30 250 0.02 0.10 400 0.10 0.32 250 0.10 0.20 250 0.25 0.50
7000 225 5000 150 4000 200 4000 180 3000 150 3000 200 2500 100 3000 100
0.10 0.16 0.02 0.10 0.15 0.30 0.10 0.30 0.02 0.05 0.20 0.20 0.10 0.10 0.20 0.2
R2.0
R2.5
B 470
1. Please select high precise machine and tool holder.
2. Please use air blow or cutting liquid with high mist retardant property. 3. Make overhang as short as possible if no interference.
4. Reduce Feed correspondingly when rotating speed is low.
1. Bitte präzise Maschine und Werkzeugaufnahmen wählen
2. Bitte Luftkühlung oder MQL (Minimalmengen) benutzen.
3. Werkzeugauskragung so kurz wie möglich wählen.
4. Bitte Vorschub entsprechend reduzieren, wenn die Drehzahlen niedrig sind.
Solid Carbide end mills
Vollhartmetallschaftfräser
