
Page 474 - Fräsen Komplettprogramm
P. 474
Solid Carbide end mills · Vollhartmetallschaftfräser
General Turning /Allgemeine Drehbearbeitung, ISO Kennzeichnung
Milling · Fräsen
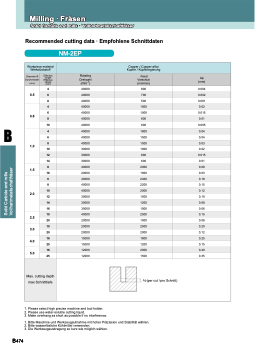
Workpiece material
Werkstückstoff
Copper / Copper alloy
Kupfer / Kupferlegierung
Diameter Ø
Durchmesser
(mm)
Effective length Effektive Länge (mm)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
Ap (mm)
6
40000
700
0.002
4
40000
1000
0.02
8
40000
800
0.01
4
40000
1800
0.04
8
40000
1500
0.03
12
30000
800
0.015
8
40000
2000
0.09
6
40000
2400
0.18
10
40000
2000
0.12
14
30000
1200
0.08
10
40000
2500
0.15
10
20000
2500
0.20
16
15000
1800
0.25
16
12000
2000
0.40
Max. cutting depth
max Schnitttiefe
(per cut / pro Schnitt)
Recommended cutting data · Empfohlene Schnittdaten NM-2EP
4 40000 800
8 40000 500
6 40000 1000
10 40000 600
6 40000 1500 0.04
10 30000 1000 0.02 14 30000 600 0.01 16 20000 1000 0.03 8 40000 2200 0.15 12 30000 1500 0.10 16 30000 1000 0.06 20 20000 1000 0.08 20 20000 2000 0.12 25 15000 1200 0.15 25 12000 1500 0.35
0.5
0.8
B
0.004 0.001 0.015 0.005
1.0
1.5
2.0
2.5 3.0 4.0 5.0
B 474
1. Please select high precise machine and tool holder.
2. Please use water-soluble cutting liquid.
3. Make overhang as short as possible if no interference.
1. Bitte Maschine und Werkzeugaufnahme mit hoher Präzission und Stabilität wählen. 2. Bitte wasserlösliche Kühlmittel verwenden.
3. Die Werkzeugauskragung so kurz wie möglich wählen.
Solid Carbide end mills
Vollhartmetallschaftfräser
