
Page 105 - VHM Fräser
P. 105
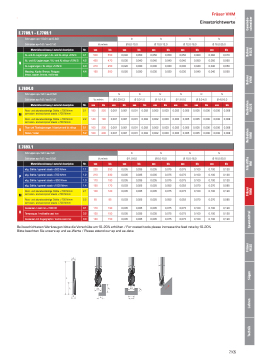
E.7789.1 - E.7769.1
Schruppen ap=1,5xD / ae=0,3xD Schlichten ap=1xD / ae=0,1xD
Materialbezeichnung / material description
AL-und AL-Legierungen / AL- and AL-alloys <6% Si
AL- und AL-Legierungen / AL- and AL-alloys <12% Si
AL-Legierungen / AL alloys >12% Si
Messing, Kupfer, Bronze, Rotguss brass, copper, bronze, red brass
E.7604.0
Schruppen ap=1xD / ae=0,5xD Schlichten ap=1xD / ae=0,1xD
Materialbezeichnung / material description
Rost- und säurebeständige Stähle <700 N/mm M corrosion- and acid-proof steels <700 N/mm
Rost- und säurebeständige Stähle >700 N/mm corrosion- and acid-proof steels >700 N/mm
Titan und Titanlegierungen / titanium and tit.-alloys Nickel / nickel
E.7693.1
Schruppen ap=1xD / ae=1xD Schlichten ap=1xD / ae=0,5xD
Materialbezeichnung / material description
allg. Stähle / general steels <500 N/mm P allg. Stähle / general steels <700 N/mm allg. Stähle / general steels < 850 N/mm
allg. Stähle / general steels <1000 N/mm
Rost- und säurebeständige Stähle <700 N/mm M corrosion- and acid-proof steels <700 N/mm
Rost- und säurebeständige Stähle >700 N/mm corrosion- and acid-proof steels >700 N/mm
Gusseisen / cast iron <180 HB K Temperguss / melleable cast iron
Gusseisen mit Kugelgraphit / ductile cast iron
fz 6,0-10,0
bis
0,050
0,040
0,030
0,030
fz
Ø 0,3-1,0
fz
Ø 10,0-12,0
Fräser VHM
Einsatzrichtwerte
fz
Ø 16,0-25,0
bis von bis
Vc m/min
Nr. von
4.1 500
4.2 420
4.3 210
4.4 160
Vc m/min
Ø
von
0,040
0,030
0,020
0,020
fz
Ø 0,03-0,3
fz
Ø 12,0-16,0
N
bis
550
470
250
200
0,001
0,001
0,001
0,001
bis
250
230
190
170
120
85
190
150
150
von
0,050
0,040
0,030
0,030
Ø
von
bis
0,050
0,040
0,030
0,030
fz 1,0-1,6
bis
0,003
0,003
0,003
0,003
von
0,050
0,040
0,030
0,030
fz
Ø 1,6-2,0 von bis
0,060
0,050
0,040
0,040
fz
Ø 2,0-4,0 von bis
0,060 0,070
0,050 0,060
0,040 0,050
0,040 0,050
fz
Ø 4,0-6,0
Nr. von
2.1 180
2.2 140
5.1 160
5.2 160
Nr. von
1.1 230
1.2 210
1.3 170
1.4 150
2.1 100
2.2 65
3.1 170
3.2 130
3.3 130
bis
220
180
200
200
Vc m/min
von
bis
0,001
0,001
0,001
0,001
von
0,001
0,001
0,001
0,001
bis
0,002
0,002
0,002
0,002
von
bis
0,008
0,008
0,008
0,008
S
0,002
0,002
0,002
0,002
0,003 0,005 0,005 0,006 0,006
0,003 0,005 0,005 0,006 0,006
0,003 0,005 0,005 0,006 0,006
0,003 0,005 0,005 0,006 0,006
fz fz
fz
Ø 1,0-6,0 von bis
fz
Ø 6,0-10,0
Ø 10,0-16,0
Ø 16,0-20,0
0,005 0,035
0,005 0,035
0,005 0,035
0,003 0,025
0,005 0,035
0,003 0,025
0,005 0,035
0,005 0,035
0,005 0,035
von bis von
0,035 0,075 0,075
0,035 0,075 0,075
0,035 0,075 0,075
0,025 0,052 0,052
0,035 0,075 0,075
0,025 0,052 0,052
0,035 0,075 0,075
0,035 0,075 0,075
0,035 0,075 0,075
bis von
0,100 0,100
0,100 0,100
0,100 0,100
0,070 0,070
0,100 0,100
0,070 0,070
0,100 0,100
0,100 0,100
0,100 0,100
bis
0,120
0,120
0,120
0,085
0,120
0,085
0,120
0,120
0,120
Bei beschichteten Werkzeugen bitte die Vorschübe um 10-20% erhöhen / For coated tools please increase the feed rate by 10-20% Bitte beachten Sie unsere ap und ae-Werte / Please attend our ap and ae-data
7.105
Technik Lehren Sägen Fräser Spannmittel Fräser Frässtifte Reibahlen Reibahlen Bohrer Bohrer Gewinde- HSSE VHM HM VHM HSS/E VHM HSS/E schneider
