
Page 493 - Fräsen Komplettprogramm
P. 493
Milling · Fräsen
Solid Carbide end mills · Vollhartmetallschaftfräser
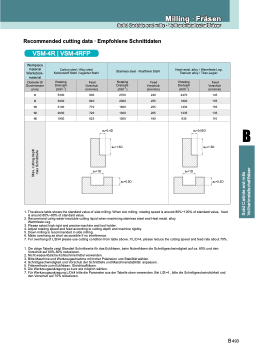
Recommended cutting data · Empfohlene Schnittdaten VSM-4R | VSM-4RFP
Workpiece material Werkstück- material
Carbon steel / Alloy steel
Kohlenstoff Stahl / legierter Stahl
Stainless steel · Rostfreier Stahl
Heat resist. alloy / Warmfeste Leg. Titanium alloy / Titan-Legier.
Diameter Ø
Durchmesser
(mm)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
Rotating
Drehzahl
(min-1)
Feed
Vorschub
(mm/min)
6 5300 900 10 3100 770 16 1900 625
2700 240 2470 145 1600 255 1430 155 1000 180 935 110
8
3900
840
2000
255
1820
155
12
2600
720
1300
205
1235
135
ae=0.4D
ae=1D
ap=1.5D
ap=0.5D
ae=0.05D
ae=1D
ap=1.5D
ap=0.2D
1. The above table shows the standard value of side milling. When slot milling, rotating speed is around 80%~100% of standard value, feed is around 60%~80% of standard value.
2. Recommend using water-insoluble cutting liquid when machining stainless steel and Heat resist. alloy Warmfeste Leg.
3. Please select high rigid and precise machine and tool holder.
4. Adjust rotating speed and feed according to cutting depth and machine rigidity.
5. Down milling is recommended in side milling.
6. Make overhang as short as possible if no interference.
7. For overhang of L/D≤4 please use cutting condition from table above. If L/D>4, please reduce the cutting speed and feed rate about 70%.
1. Die obige Tabelle zeigt Standart Schnittwerte für das Eckfräsen, beim Nutenfräsen die Schnittgeschwindigkeit auf ca. 80% und den Vorschub auf 60%-80% reduzieren.
2. Nicht wasserlösliche Kühlschmiermittel verwenden.
3. Bitte Maschine und Werkzeugaufnahme mit hoher Präzission und Stabilität wählen.
4. Schnittgeschwindigkeit und Vorschub der Schnitttiefe und Maschinenstabilität anpassen.
5. Fräsmethode zum Eckfräsen: Gleichlauffräsen.
6. Die Werkzeugauskragung so kurz wie möglich wählen.
7. Für Werkzeugauskragung L/D≤4 bitte die Parameter aus der Tabelle oben verwenden. Bei L/D>4 , bitte die Schnittgeschwindichkeit und
den Vorschub auf 70% reduzieren.
B 493
B
Solid Carbide end mills
Vollhartmetallschaftfräser
Max. cutting depth
max Schnitttiefe
