
Page 96 - Bohren Komplettprogramm
P. 96
Drilling · Bohren
Recommended cutting data · Schnittdatenempfehlung
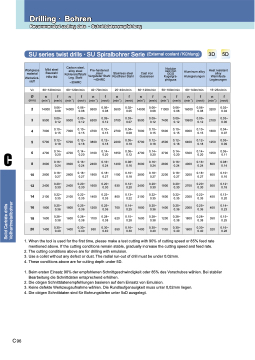
SU series twist drills ∙ SU Spiralbohrer Serie (External coolant / Kühlung) 3D 5D
Vc 60~120m/min 60~120m/min 40~70m/min 25~40m/min 60~120m/min 50~100m/min 60~140m/min 15~25m/min
Workpiece material
Werkstück- stoff
Mild steel
Baustahl
HB≤180
Carbon steel, alloy steel Kohlenstoffstahl Leg. Stahl
~30HRC
Pre-hardened steel Vergüteter Stahl
~40HRC
Stainless steel
Rostfreier Stahl
Cast iron
Gusseisen
Nodular cast iron GGG Kugelgra- phitguss
Aluminum alloy
Alulegierungen
Heat resistant alloy Warmfeste Legierungen
Ø (mm)
n (min-1)
f (mm/r)
n (min-1)
f (mm/r)
n (min-1)
f (mm/r)
n (min-1)
f (mm/r)
n (min-1)
f (mm/r)
n (min-1)
f (mm/r)
n (min-1)
f (mm/r)
n (min-1)
f (mm/r)
2
3
4
5
6
8
10
12
14
16
18
20
14000
9500
7000
5700
4700
3600
2800
2400
2100
1800
1600
1400
0.06~ 0.08
0.09~ 0.12
0.10~ 0.15
0.12~ 0.18
0.14~ 0.20
0.16~ 0.24
0.18~ 0.27
0.20~ 0.30
0.22~ 0.35
0.25~ 0.36
0.28~ 0.38
0.30~ 0.40
14000
9500
7000
5700
4700
3600
2800
2400
2100
1800
1600
1400
0.06~ 0.08
0.09~ 0.12
0.10~ 0.15
0.12~ 0.18
0.14~ 0.20
0.16~ 0.24
0.18~ 0.27
0.20~ 0.30
0.22~ 0.35
0.25~ 0.36
0.28~ 0.38
0.30~ 0.40
9500
6300
4700
3800
3100
2400
1900
1600
1400
1200
1100
950
0.06~ 0.08
0.09~ 0.12
0.10~ 0.15
0.12~ 0.18
0.14~ 0.20
0.16~ 0.24
0.18~ 0.27
0.20~ 0.30
0.22~ 0.35
0.25~ 0.36
0.28~ 0.38
0.30~ 0.40
5500
3700
2700
2200
1850
1400
1100
930
800
700
620
550
0.02~ 0.05
0.03~ 0.07
0.04~ 0.08
0.05~ 0.10
0.06~ 0.12
0.08~ 0.16
0.10~ 0.18
0.12~ 0.20
0.13~ 0.22
0.14~ 0.25
0.15~ 0.28
0.16~ 0.30
14000
9500
7000
5700
4700
3600
2800
2400
2100
1800
1600
1400
0.06~ 0.08
0.09~ 0.12
0.10~ 0.15
0.12~ 0.18
0.14~ 0.20
0.16~ 0.24
0.18~ 0.27
0.20~ 0.30
0.22~ 0.35
0.25~ 0.36
0.28~ 0.38
0.30~ 0.40
11000
7400
5600
4500
3700
2800
2200
1900
1600
1400
1200
1100
0.06~ 0.08
0.09~ 0.12
0.10~ 0.15
0.12~ 0.18
0.14~ 0.20
0.16~ 0.24
0.18~ 0.27
0.20~ 0.30
0.22~ 0.35
0.25~ 0.36
0.28~ 0.38
0.30~ 0.40
16000
10600
8000
6400
5300
4000
3200
2700
2300
2000
1800
1600
0.06~ 0.08
0.09~ 0.12
0.10~ 0.15
0.12~ 0.18
0.14~ 0.20
0.16~ 0.24
0.18~ 0.27
0.20~ 0.30
0.22~ 0.35
0.25~ 0.36
0.28~ 0.38
0.30~ 0.40
3200
2100
1600
1250
1050
800
600
500
450
400
350
320
0.02~ 0.04
0.03~ 0.06
0.04~ 0.07
0.05~ 0.09
0.06~ 0.11
0.08~ 0.14
0.10~ 0.16
0.12~ 0.18
0.13~ 0.20
0.14~ 0.23
0.15~ 0.25
0.16~ 0.28
C
C96
1. When the tool is used for the first time, please make a test cutting with 90% of cutting speed or 85% feed rate mentioned above. If the cutting conditions remain stable, gradually increase the cutting speed and feed rate.
2. The cutting conditions above are for drilling with emulsion.
3. Use a collet without any defect or dust. The radial run-out of drill must be under 0.02mm.
4. These conditions above are for cutting depth under 5D.
1. Beim ersten Einsatz 90% der empfohlenen Schnittgeschwindigkeit oder 85% des Vorschubes wählen. Bei stabiler Bearbeitung die Schnittdaten entsprechend erhöhen.
2. Die obigen Schnittdatenempfehlungen basieren auf dem Einsatz von Emulsion.
3. Keine defekte Werkzeugaufnahme wählen. Die Rundlaufgenauigkeit muss unter 0,02mm liegen.
4. Die obigen Schnittdaten sind für Bohrungstiefen unter 5xD ausgelegt.
Solid Carbide drills Vollhartmetallbohrer
